
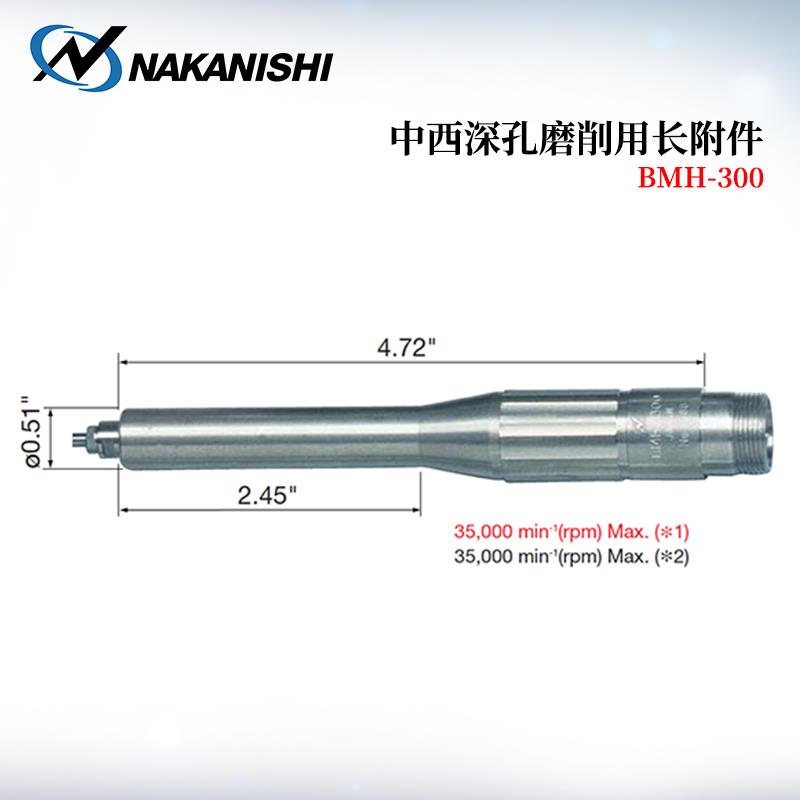
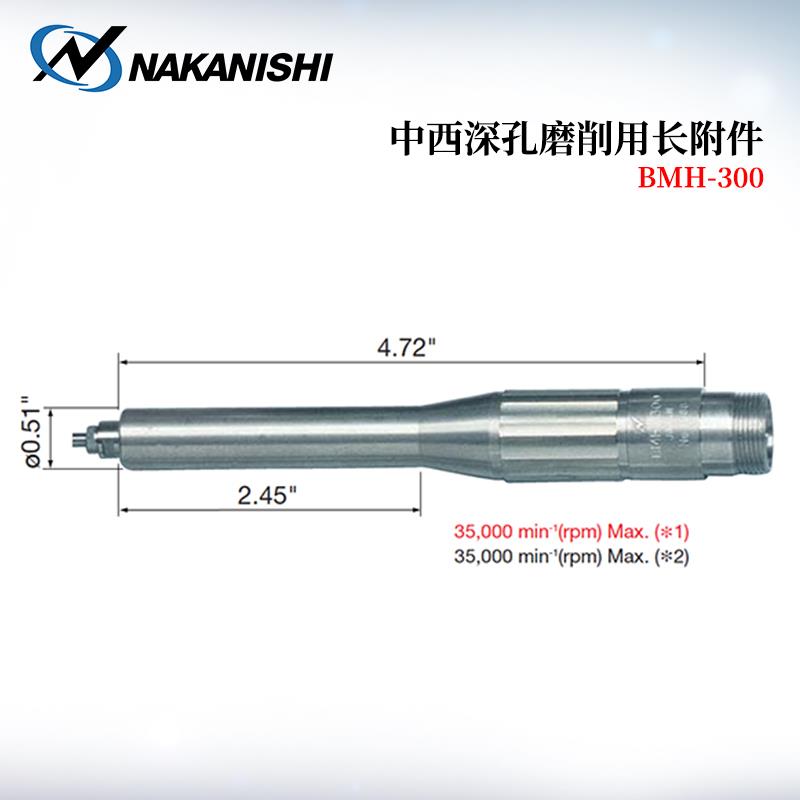
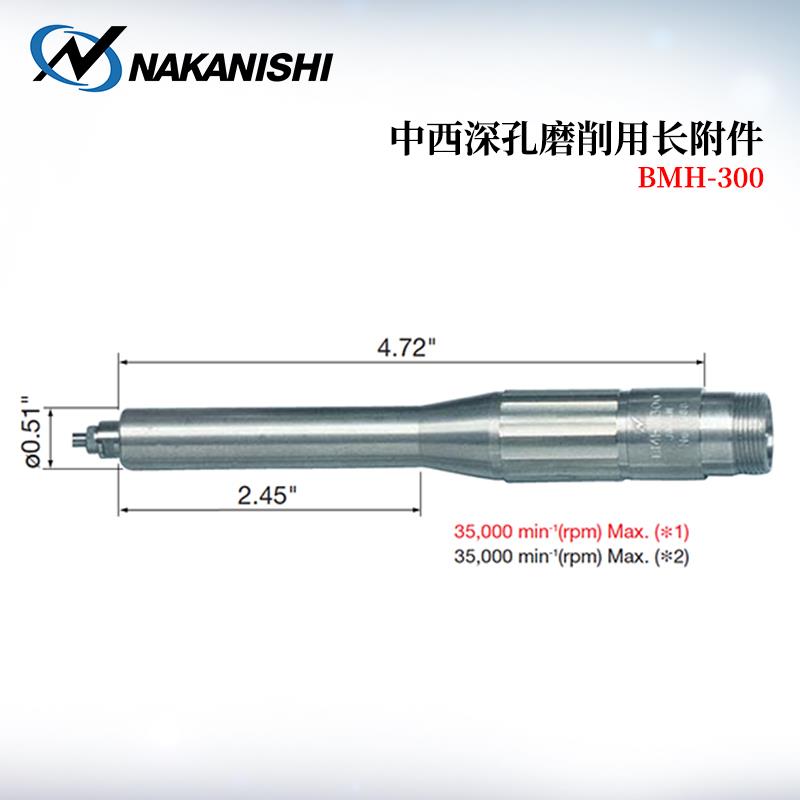
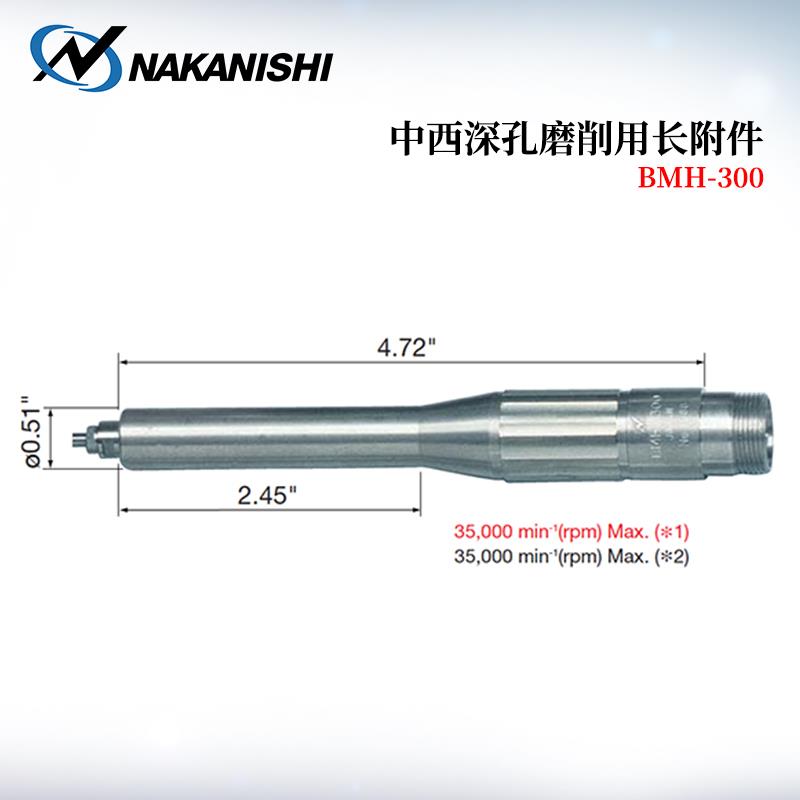
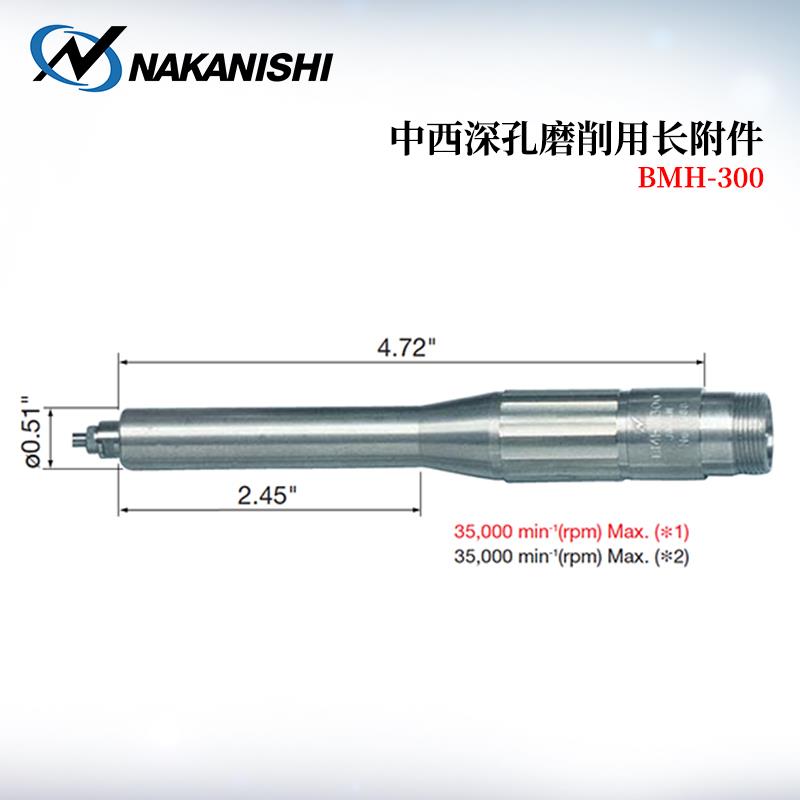
日本 NSK中西深孔磨削用长附件BMH-300
价格:电议
地区:广东省 深圳市
手 机:13725586407
图文详情
产品属性
相关推荐
深孔磨削用长附件是用于深孔加工场景的关键辅助工具,主要解决普通磨具难以到达深孔底部或加工精度不足的问题。深孔磨削用长附件通过延长磨削工具的作用范围、增强稳定性或优化磨削路径,实现对深孔内壁的精密加工。以下是其核心介绍:
结构特点:
主体为细长杆状结构,材质多为高刚性合金(如钨钢、高速钢)或陶瓷,表面经耐磨处理(如镀层、氮化)。
一端连接磨床主轴,另一端安装砂轮、磨头或研磨工具,长度从几十毫米到数米不等,可根据孔深定制。
功能:
延伸磨削工具的作用深度,适用于孔径较小(如 φ3-φ50mm)、深度较大(如 > 100mm)的孔加工。
部分产品设计有内置冷却通道,可在磨削时同步输送冷却液,降低热量积累和磨损。
应用场景:
航空航天(发动机深孔部件)、汽车制造(油缸、液压阀孔)、模具加工(深腔孔)等领域。
结构特点:
筒状或环状零件,通常由耐磨材料(如铜合金、工程塑料)制成,内壁经精密加工以匹配磨杆直径。
可安装在工件表面或磨床导轨上,为磨杆提供支撑和导向。
功能:
减少磨杆在深孔磨削中的偏摆和振动,提高加工直线度和表面精度(如圆度误差≤0.005mm,表面粗糙度 Ra≤0.8μm)。
辅助定位,确保磨头沿孔轴线方向精准进给。
应用场景:
精密深孔加工(如枪管、液压泵深孔)、高硬度材料(如淬火钢、不锈钢)的磨削。
结构特点:
杆体中空,内部装有可膨胀的珩磨头(含油石条),通过液压或机械方式控制膨胀幅度。
长度可定制,适配不同孔深,部分产品配备自动进给系统。
功能:
用于深孔的珩磨加工(精密光整加工),修正孔的圆度、圆柱度,降低表面粗糙度(可达 Ra≤0.2μm)。
适合加工直径较大(如 φ50-φ300mm)、深度与直径比(L/D)≥5 的深孔。
应用场景:
液压缸筒、矿山机械深孔部件、大型轴承套圈等。
结构特点:
包括高压冷却泵、导流管、雾化喷嘴等组件,可与磨杆集成或独立安装。
功能:
向深孔底部输送高压冷却液(如磨削油、乳化液),冲走磨屑并冷却磨削区域,避免烧蚀和堵塞。
部分装置支持内冷式磨杆,冷却液从磨杆中心孔直达磨削点,提升冷却效率。
应用场景:
高硬度材料、深径比大(如 L/D≥10)的深孔磨削,如航空发动机涡轮叶片孔。


定期检查磨杆磨损:观察杆体是否有弯曲、裂纹,接口处是否松动,磨损严重时需及时更换。
保持冷却系统清洁:定期清理冷却液过滤器,避免杂质堵塞内冷通道。
控制进给速度:深孔磨削时进给速度应低于普通磨削(如 0.05-0.2mm/r),防止磨杆过载折断。
使用前预调精度:安装后需进行空转测试,检测磨杆跳动(≤0.005mm)和导向套同轴度。
一年
测量精准
