


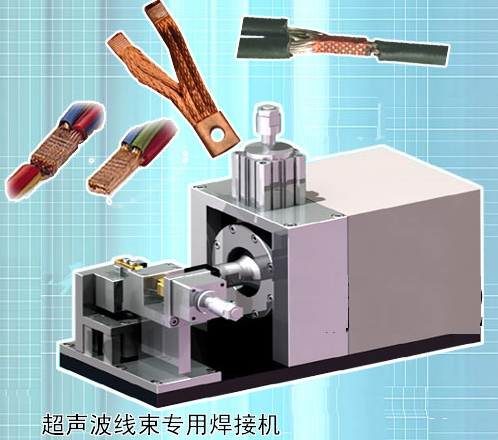

德莱诚超声波线束焊接机
价格:¥18600.00
地区:北京市
电 话:18611145528
手 机:18611145528
图文详情
产品属性
相关推荐
技术要求:
根据IPC标准: 超声波线束焊接机 要求超声波焊接的线束,宽厚比介于1:1和2:1之间;?线材不得出现任何变色 ;③在加压面可辨识股线的轮廓,但是没有松散的股线。
所以根据以上要求及汽车线束生产的多规格要求,对超声波线束焊接机就有以下技术要求:
1. 超声波振幅连续可调。由于超声波能量在线束厚度方向会存在衰减,对于越厚的线结,需要的焊头振幅就越大。超声波振幅连续可调,还可避免不同面积的电线表面变色。同一台机器,在焊接1mm2和焊接25mm2线束时,振幅参数基本要相差30%。
2. 线头夹具缝隙要求:≦0.02mm。超声波焊是高能量密度的,缝隙大就会造成卡线。
3. 质量控制软件。要求机器能对每个焊点做出质量评判:判别何种情况下为焊接不良,何种情况下为缺线等,并作出警示。这也要求超声波焊接有能量控制模式。

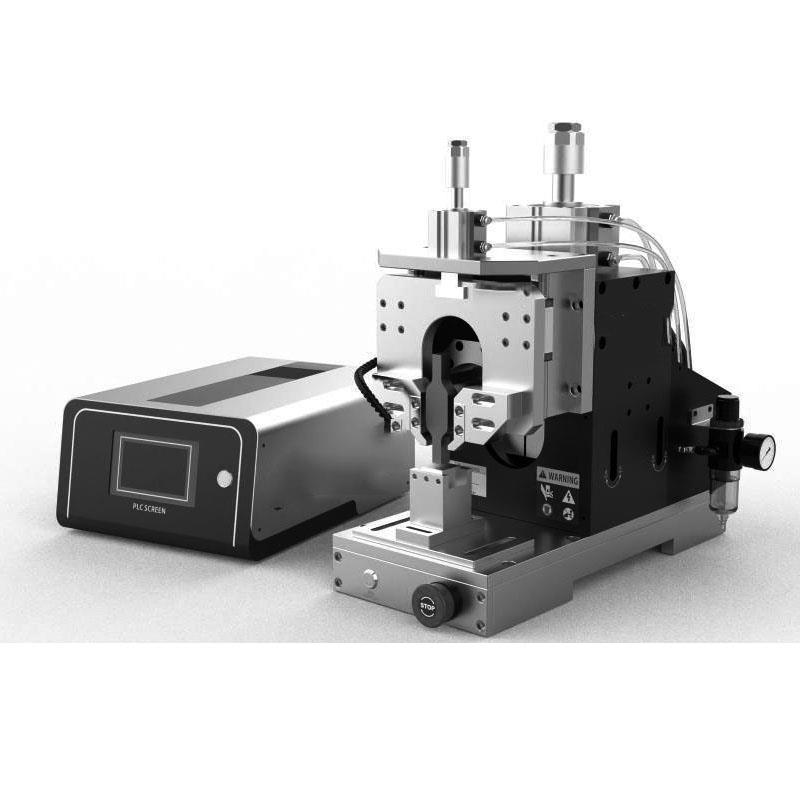
结构特征
超声波线束焊接机由机台、超声功率发生器两个部分组成。
1、机台 机台有机箱、导柱、换能器、气动系统、PC电路、底模组成。
2、声组件声组件由换能器、焊头两个部分组成。换能器采用压电振子,其作用是将电能转换机械振动。变换器类比于电路中的变压器,起机械阻尼变换和振幅放大作用。焊头是根据焊接要求和焊件形状设计的,它还起着二级阻抗变换和振幅放大作用。从结构和形状看,焊头不算复杂,然而却需要设计、材料和加工技术。形状复杂、尺寸较大的焊头,设计难度很大,一般都由制造厂设计。
3、气压系统气压系统由压缩空气作动力,通过电磁阀切换电路,推动气缸活塞带动焊头做上下运动。用调压阀控制气压大小,用单向节流阀控制升降速度。
4、控制电路
超声波线束焊接机控制电路对焊接过程执行程序控制。面板上功能键,可根据焊接不同对象设定焊接时间,延迟时间,然后踩下脚踏开关,焊机将自动完成一次焊接过程。

5、超声功率发生器超声功率发声器向声组件提供电功率。由于在焊接过程中,声组件的谐振频率和阻抗将有较大变化,所以超声功率发声器必须有频率自动跟踪的能力,输出功率受负载自动调节的能力。NC-3000型超声波金属点焊机采用他激振荡;相位法自动频率跟踪;恒定振速控制。
制造商
全新
北京
15KHZ
1500W
220V
