



轴承装配生产线,容恒轴研科技轴承自动化生产线设备
价格:电议
地区:江苏省
电 话:051085114488
手 机:18871172714
传 真:051085114488
图文详情
产品属性
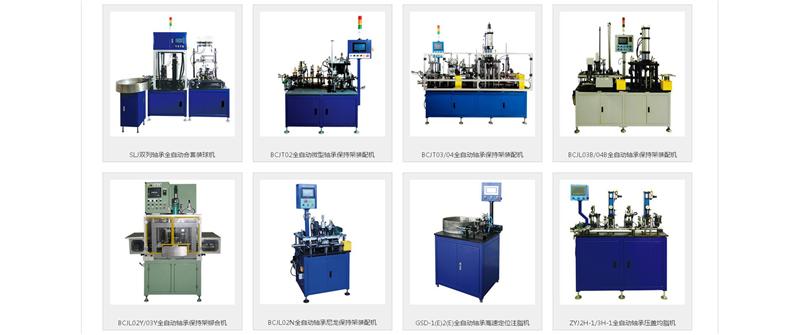
相关推荐
轴承装配生产线,全自动数字化轴承检测线,装配线设备
无锡容恒轴研科技有限公司自2009年6月成立至今,坚持以行业自动化为己任,做高效、稳定的轴承装配线,轴承检测线、多年来,我公司不断创新,深化产品技术,已系列生产轴承装配设备和检测设备60余种,成为国内为数不多的能自主生产整条轴承装配线,检测线的企业之一。
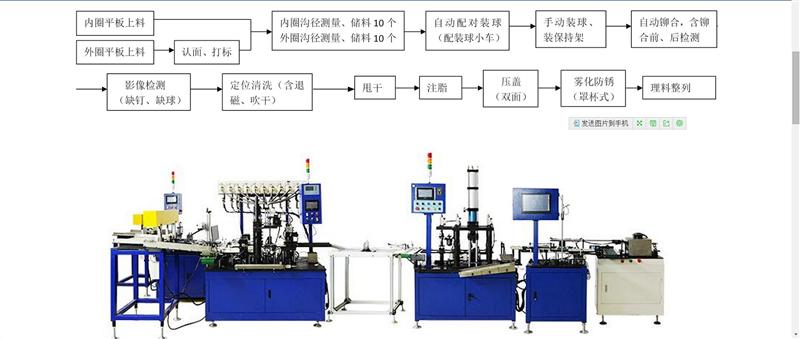
轴承装配生产线主要工艺流程:
A→ 内外圈分别上料
B→ 内外径检测(检查尺寸,高度,锥度)
C→ 单件定位,退磁清洗(超声波频率:38∽40kHz,过滤5μm)
D→ ECT检查(涡检测出混料、硬度超差产品,硬度分辨率±1°)裂纹检测(表面裂纹长度>3mm,裂纹深度>0.05mm)→移动(认面)
E→ 内外圈分选(认面及沟径测量,测量方式:立式测量,测量1μm以内,标准件定期校对,周期可设定)→内外圈合套→装钢球(球仓有防错,球伤不超过3%)→后工序次品再投入(NG品由人工将产品返回设备,设备在合理位置预留输入口)
F→ 内外圈合套后清洗(通过式清洗、喷淋、过滤3μm)
G→ 钢球归球→钢球分球(分球方式:下分球,分球针:合金钢)→放上保持器(含尼龙保持器)→检查上保持器及不良品剔出→放紧铆钉下保持器→保持架对位→保持架对位检查→不良品剔出→铆合→铆钉高检测(所有铆钉高检测)
H→ 铆合后检查(影像:漏钉检测,少球检测,130万像素工业摄像头,LED背光源)
I→ 第三次清洗(超声波频率不小于60kHz+喷淋+吹干,过滤0.22μm)
J→ 浸油箱+甩干(转速1200r/min,转速可调)
K→ 回转灵活性检查、径向(立式)、游隙检查(动态检测,±2μm)
L→ 外观检查及旋转检查(外观检查为人工检查台,旋转为人工抽查,检查台带有输送装置)
M→ 音检(速度型振动检测,兼容安德鲁、BVT,需双面四点检测)
开式轴承装配生产线,检测线
R→ 二次音检(加速度型振动检测)
S→ 激光标刻字符
T→ 雾化防锈(罩杯:雾化量,雾化时间可调,高粘度防锈油亦可适用)
U→ 外观检查(带有物料缓冲带,可存产品≥30,带有工业照明灯)→包装(人工)→入库
闭式轴承装配生产线,检测线
N→ 第四次清洗(喷淋+吹干过滤1μm)
O→ 甩干(转速1200r/min,转速可调)
P→ 称重(分辨:0.01g)→注脂(注脂偏差±3%)→称重→不良品剔出(整列)
Q→ 压入防尘盖→二次压入防尘盖→盖高检测(分辨0.01mm)→不良品整列→翻面→压入防尘盖→二次压入防尘盖→盖高检测(分辨率0.01mm)→影像检查(确认有无外观伤,金属防尘盖有无伤,密封圈有无翻边等)→不良品整列→匀脂(时间15秒)→力矩检查(灵活性检查,控制上限)→不良品整列
R→ 二次音检(加速度型振动检测,需双面四点检测)
S→ 激光标刻
T→ 雾化防锈(罩杯:雾化量,雾化时间可调,高粘度防锈油亦可适用)→整列
U→ 外观检查(带有物料缓冲带,可存产品≥30,带有工业照明灯)→包装(人工)→入库
轴承装配生产线,检测线












制造商
全新
江苏无锡
