



国产选择性波峰焊
价格:电议
地区:广东省 深圳市
电 话:0755-13602588
手 机:13602588976
传 真:0755-61176795
图文详情
产品属性
相关推荐
ASTSEL-400本身的焊接范围为400*400mm。SEL-400以常见的xyz三轴作业平台为基础,依靠伺服器的推动,在XYZ三个方向的运动可以达到一样、一样可靠的效果,灵活地移动和转动线路板下面的助焊剂喷雾器和迷你波峰焊嘴。
AST在线式SEL400型三合一模组式选择性波峰焊由选择性喷雾模块、预热模块、选择性波峰焊模块三个模块组成,可以根据客户的需要进行组合。
● 圆弧型外观,环保型设计,人性化结构分布;
●手持编程器与驱动器构成一个稳定、安全且高效的操控系统;
●编程器中含运行路径,运行速度的设定。驱动器控制X,Y,Z方向伺股电机的运动;
● 红外线点配合编程器进行教学式编程,操作简单易;
● 独特的锡波喷嘴设计,喷嘴尺寸从直径1到12可选择。喷嘴更换方便;
● 在线氮气加热系统,氮气温度可在25--350C 度设定,有效减少氧化及避免喷嘴堵塞;
●高温皮带运输,可直接过板边大于3的PCB板。可选为不锈钢链条运输,适合治具及重量大于2KG的PCB板;
●双步进电机同步运输,每个步进电机分别单独控制一个运输轨道;
整机技术参数
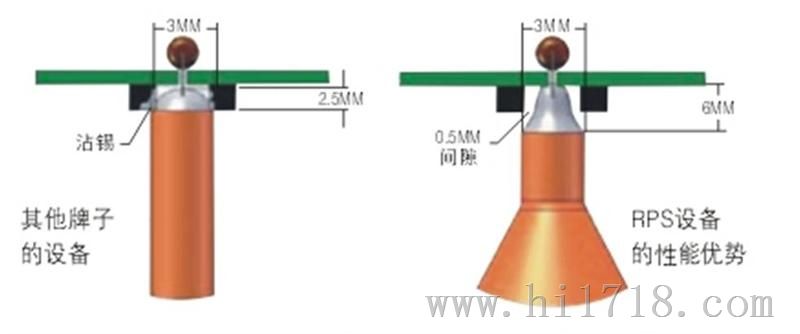
Keep Away: 波峰距离周边元件 | 1.5 mm standard (capable of 0.5mm) 1.5mm标准/ 可达0.5mm | |
Lead Length Tolerance: 引脚长度 | 5 mm 可达5MM | |
Repeatability: 重复 | +/- 0.05 mm | |
Wave Stability:波峰稳定度 | +/- 0.5 mm | |
Robotic Control:机器人控制 | 伺服控制 | |
Independent N2 Heat:独产氮气加热 | Yes via AST DirectHeat? 通过AST DirectHeat? 加热技术 | |
Programming: 程序编制 | 通过 AST CamConductor? 离线编程 | |
Minimal Nitrogen Use:少氮气使用量 | 1-3立方/小时 | |
Low Consumables: 低氧化量 | Dross production of 28-60 gram per shift 28-60 克/班次 |
常见配置
◆ 3mm波峰焊喷嘴(焊接段):
用于选择性波峰焊接,再配上吸锡泵,可以达到4-5mm稳定的高波峰。
◆ 喷射式涂敷助焊剂(喷雾段):
将标准的助焊剂雾喷喷嘴升级成为助焊剂点喷喷嘴,减少助焊剂残留,做到的焊剂涂敷(多为14%的固体含量)。
◆ 双助焊剂喷嘴(喷雾段):
独立控制的助焊剂喷雾喷嘴可以适合各种锡焊情况需要和高粘度的焊剂。喷射式喷嘴则可以减少助焊剂残留,做到的焊剂涂敷。
◆ 生产线输送导轨:
用于自动装料、运输及卸料,配自动调宽,可在人机界面调整运输参数;
◆基准点校正:
开机自动启动基准点校下(即找原点)
◆实时监控(焊接段):
实时高分辨率视频监视系统,专用的LCD监视器,可以方便地观察迷你波峰的情况。
◆红外预热段(预热段):
适用于需要特别加热的情况。上下段均为红外预热,可以自动感应导轨宽度,调加加热区域,具有智能温控能力;
◆ 独立氮气加热系统(焊接段):
氮气独立温控,对焊接点或某一局部区域进行预热,激活助焊剂活性,增加透锡性,减少焊锡的氧化,使焊点饱满、光亮。
◆离线编程软件:
通过离线编程软件,可以在扫描图档、CAD文档或GIBBER文档图像进行编程,10-20分钟完成编程,实现快速离线编程和现场调试相结合的理想编程方式。
◆焊锡喷嘴:
标配1.5mm-8mm5个焊锡喷嘴,也可根据需要定制。
◆ 第二焊锡炉(选项):
用于盛放第二种焊料,以快速实现有铅焊料和无铅焊料之间的转换。其中包括5个焊锡喷嘴、焊锡炉、泵以及防止产生污染的各种工具。
◆离子风扇(选项):
进料口、出料口加装离子风扇,减少产品表面静电;
◆条码扫描仪(选项):
扫描产品的条码,记录产品生产工艺信息,如预热温度、焊锡温度、运输速度等;
◆自动加锡(选项)
自动锡液高度,当液位低于规定位置后,报警并自动加锡;
◆安全门控开关(选项)
所有观察窗均加装安全开关,可以自锁,只有门关好后,自锁后机器才能工作,起安全防护作用。
工艺流程
喷雾--助焊剂的涂覆
移动路径可设定,X/Y平台移动,针对编程的点进行助焊剂的涂覆
预热
两种方式进行预热,红外或热风
根据PCB板的吸热大小,以元件吸热大小,设定预热温度以及预热时间。
1提高助焊剞的活性,
2增加焊盘的湿润性能
焊接
移动路径可设定,X/Y/Z平台移动,针对编程的点进行焊接。
移动路径,移动速度,焊锡温度,氮气温度,波峰高度均可设定。同一块PCB板可设定不同的焊接速度来得到不同要求的焊点。比如大的吸热焊盘,焊接速度可以设慢一些,小焊盘焊接可以走快一些。
