

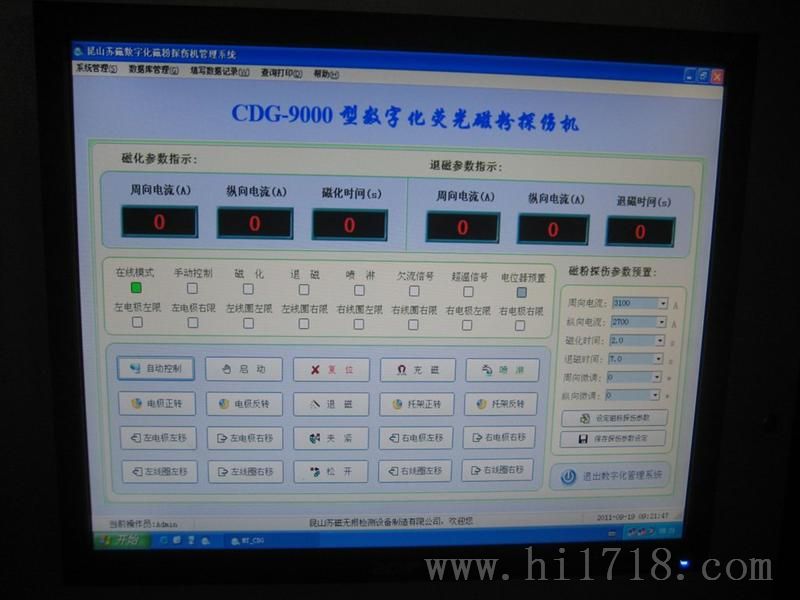



CDG-9000型厂家直供数字化磁粉探伤机
价格:电议
地区:江苏省
电 话:0512-57123581
手 机:15162494376
传 真:0512-57123582
图文详情
产品属性
相关推荐
PLC可控硅移相触发技术
PLC可控硅触发技术包括了软硬件两方面的内容。在硬件上由PLC、PLC模拟量输入输出模块、移相触发模块、电流传感器、双向可控硅构成。在软件上主要是应用PLC的编程语言,根据磁粉探伤工艺要求来确定电路触发程序的算法,然后根据算法编制相关程序实现可控硅触发技术。
周向触发模块是通过一个380到18V的变压器来提供同步电源信号,变压器的380V就取自A、B相;同理纵向同步信号取自B、C相。移相触发模块的控制输入端为CON、COM,在这里输入电压范围为0—5V(0—10V)的直流信号。移相触发模块通过输出电压的变化,线性的使可控硅的导角发生变化,从而控制磁化线圈上或电极上的电流发生相应变化。
触发模块的接线图如下:
图1 移相触发模块接线示意图
图1中CON、COM之间电压的控制由PLC根据程序自动实现,具体实现依赖于PLC的模拟量输入、输出模块。PLC可控硅触发电路原理图中用的是双路输入单路输出的模拟量
模块。模拟量输入模块的两个输入端分别接至AB相和BC相电流传感器的输出端上取实时返回的电流信号(电流传感器接在变压器输出端上)。模拟量输出模块分别接AB相和BC相移相触发模块的CON与COM端。这样就构成了完整的可控硅触发电路了。
可控硅电流触发的软件编程思路是:根据设定的磁化电流值及磁化时间、退磁时间要实现如图4的磁化、退磁电流曲线。在磁化时要在一个短时间内将磁化电流升到设定值,然后保持一定时间,在设定的时间内关断,达到磁化的效果。这个设定值可以几百安培到数千安培,而磁化的时间一般都只有1—3S。这里的一个难点就是要在短时间内将电流调到一个较大值,而又不能出现超调现象,然后将电流在设定点稳定并在设定时间到达后关断,不能出现电流波动和超调现象。一个理想的磁化触发电路要实现良好磁化效果,就要尽量的使触发可控硅生成的磁化曲线达到或近似图2的磁化曲线。程序设计上给定了周向、纵向电流设定字,磁化、退磁时间设定字,内部磁化、退磁启动位,及外部为兼容手工操作而设的接口。根据设定的值对PLC模拟量输出端给一个初值,此初值是由一个经验拟定的函数通过设定值计算而来,函数的相关参数则由实验得来。让电流在一个短时间内升到一个较大的值(但又要低于设定值)不会出现超调。
磁粉探伤电流曲线如下图所示:
图2 磁粉探伤电流曲线
在输出初值后一定时间,再通过检测输入端的信号,把返回值与输入值相比较,根据二者之间的差值,再通过处理得到一个调节增量△I。(F1=It/Is+F0;式中△I=It*F1;F1为调节系数、It为返回信号与设定值的差值、Is为设定值、F0为经验系数、△I为调节增量)。通过这样一个闭环调节使得电流能够满足磁化曲线的要求。而需要退磁时根据磁化原理就很容易实现了,只要将前面算做一个磁化过程后面只要再做如下处理就能很好的达到要求了。在磁化完成后根据给出的输出端值,计算得到退磁调节的量,其公式为:△I1=(Is-I0)/(Ts/T0),式中△I1为退磁调节量、Is为设定值(前段磁化的值)、I0为经验值、Ts为退磁设定时间、T0为调节周期。将上述计算公式转换为实际的PLC控制程序,然后通过现场实验来完善功能,一个智能的PLC控制可控硅的触发系统就得以完成。
4.3 电气控制系统的组成
电气控制系统主要由以下部份组成:控制电路、操作系统、可编程控制器、电机控制系统、磁化控制系统及其他的附属器件(接近开关、继电器、传感器、互感器、电流表等)。电机系统由磁悬液搅拌电机和喷液电机等构成;本设备采用PLC控制设备运行,可靠稳定。计算机应用程序上设有磁化电流数值和设备的工作方式、工作状态实时显示,使操作人员随时掌握设备的运行状况,便于对设备进行维护和监测。各执行机构均有保护装置,出现意外时,不易损坏其他部件。系统的控制和执行机构之间均采用了电气隔离,使系统具有较强的抗干扰能力。系统具有较高的纠错能力。在误操作时能自动停机,不致发生设备损坏。(主要是由交流接触器的热保护装置及电流分断器,实现过流自动切断输出从而保护机电设备不再受到大流电流侵害起到自动保护作用。)
五、数字化系统详细介绍:
采用PLC可控硅触发技术,触发可控硅稳定可靠,方便实现探伤控制数字化;采用自主研发的系统控制管理程序,方便的实现了探伤机数字化控制、磁粉探伤的数据库管理、报表预览打印及其他智能控制要求。
智能控制系统组要组成:主要包括磁粉探伤机实时监测控制、磁粉探伤数据库管理(数据查询与报表打印)等配套功能构成。
系统主要技术特点:
5.1、实时跟踪记录周、纵向磁化电流;
5.2、实时跟踪记录充磁、退磁时间;
5.3、磁粉探伤数据库(全程记录探伤数据记录,如探伤时不填写数据记录系统视本次探伤无效);
5.4、自动生成实用探伤数据报表(本数据库报表参考了铁道部相关报表结合系统应用特点专门制作);
5.5、支持磁粉探伤机日常、季度等性能校验(检查)记录管理;
5.6、多级用户与权限管理,提高数据安全性与真实性的同时增加了数据的可操作性(只有超级用户才可以对数据记录进行修改,防止数据填写错误);
5.7、支持数据库的多个字段查询打印功能,支持移动硬盘、网络硬盘、光盘
等介质转存或共享数据库文件查看管理;
5.8、支持数据文件的压缩整理及数据库文件备份与恢复;
5.9、支持数据库的转存与系统数据清除功能(转存后清空数据库),加大了系统数据管理的数据量,提高了系统系统稳定性;
5.10、各主菜单介绍:
系统用户管理包括了用户添加、删除、修改及密码修改等功能。
1)、系统用户综合管理功能界面
在此功能界面下可对用户数据进行添加、删除、修改等功能。此功能界面只有
具有超级用户具有操作权限可打开。
a、超级用户
超级用户是系统的权限用户,在此用户权限下可以进行系统的全部操作。
超级用户可以创建管理员组、普通用户二级权限的用户,系统设置功能设
并可对系统串行通讯口进行设定操作(超级管理员)。超级用户下可以删除、
修改上述二级权限用户,并有对未转存数据记录的部分记录修改功能。
注:本系统只具有“Admin”超级用户,此用户名不可修改但可更改其密码。
推荐使用单位磁粉探伤专职(或设备专职)人员保管密码,便于用户填错记录
的修改时可以申请对记录进行修改。
b、管理员组
管理员组是系统的次权限用户,在此权限下用户可以操作系统的绝大部分
功能。包括对数据库的全部管理功能(不可以对数据记录进行修改),不可以
执行用户管理功能。
推荐探伤工段长或班长等收起管理员组,按用户实际姓名。
c、普通用户
普通用户一般提供给一般探伤工使用,此用户权限下可以对探伤设备进行操作,
并可以对探伤性能校验及探伤记录进行填写、数据报表打印等操作,同时可以
进行数据库管理的“备份与恢复”、“压缩与整理”、“查看数据库容量”
等操作,具有修改本用户密码的功能。
推荐对设备探伤操作工按实际姓名分配。
关于用户的分配:
当首次使用本程序时,根据初始信息由“Admin”超级用户登录系统,初始密码为
“Admin”。使用方管理人员首先对超级用户密码进行修改。并根据本单位探伤
人员进行用户管理对每个探伤人员分配一个普通用户权限的用户,对探伤工长
或班长分配一个管理员组权限的用户。用户名的设定为实际使用者的姓名
或按探伤者编号,系统在填写记录时会自动将操作用户名填入相应字段中。
2)、用户管理功能的使用
a、添加用户
点击“添加用户ID”按钮,“删除用户ID”按钮变成“取消添加ID”,
“添加用户ID”按钮变成“确认添加ID”在下面的文本框及列表选项中进行用户
数据添加完成后点击“确认添加ID”完成用户添加。
b、删除用户
点击“删除用户ID”按钮,“删除用户ID”按钮变成“取消删除ID”,
“添加用户ID”按钮变成“确认删除ID”,这时点击“确认删除ID”按钮
完成删除添加。
c、修改用户
点击“修改用户ID”按钮,“删除用户ID”按钮变成“取消修改ID”,
“修改用户ID”按钮变成“确认修改ID”在下面的文本框及列表选项中进行用户
数据修改完成后点击“确认修改”完成用户信息的修改。
密码修改界面如下图示:
登录后的用户可以在旧有密码处输入密码,在新改密码处输入新密码
在确认密码处再次输入新密码,点击确认完密码修改。
当操作员点击此子菜单时,系统重新弹出登录画面,
可以切换系统操作员。
状态栏左下角可以显示当前登录用户,如图示:
工件名称管理包括了名称添加、删除、修改等功能。
工件名称管理功能界面
在此功能界面下用户可进行工件名称的添加、删除、修改等功能。
此界面工件名称的添加、删除、修改操作流程与用户管理界面
类似,在此不在做详细介绍了。用户可以通过软件界面使用
快速掌握该功能的使用。
注:在加入工件名称后,同时对不同工件名称的工件型号进行
设定后,删除和修改工件名称将同步修改工件型号中的名称设置。
对工件名称的修改和删除会弹出对话框确认后才可操作。
工件型号管理包括了型号添加、删除、修改等功能。
工件型号管理功能界面
在此功能界面下用户可进行工件型号的添加、删除、修改等功能。
此界面工件型号的添加、删除、修改操作流程与用户管理界面
类似,在此不在做详细介绍了。用户可以通过软件界面使用
快速掌握该功能的使用。
添加工件型号前必须先对工件名称进行管理,设置好工件名称
后,再对不同工件名称进行型号管理。
报表编号管理界面,可以在此修改打印报表的编号,可以适应使用单位质量
管理体系文件的要求,统一质量管理文件编号。
直接修改即改即保存。
改变计算机与PLC之间的通信参数,防止设备使用时发生计算机
端口损坏之类的故障,操作该功能需:超级用户操作权限方可操作。
设置界面如图示:
点击“通讯设定”按钮,按变成“取消设定”字样后,可以对端口号、
波特率、数据位、校验位、停止位,按“保存设定”按钮保存。
默认的设置:为上图示COM1、9600、7、e、2。
当发生串口损坏时,可以更改串口号设置,通过串口扩展卡或USB转COM
转换器实现串口扩展,来保证系统使用。
当串口发生故障失去与下位机的联系时系统弹出报警对话框,如下图示:
读取时的断开
打开PLC通讯时的问题
当操作员点击此子菜单时,如出现红色“√”图标,表示,系统会自动重复尝试
与下位机进行链接,直至通讯成功为止。选用该功能后当出现通讯断开现象后,
故障处理完毕则不需重启软件,系统就能够自动连接下位机。
当操作员点击此子菜单可退出数字化管理软件。
数据库备份与恢复界面如下图示:
当操作员点击备份数据库文本框的“...”按钮,会弹出备份数据库命名对话框,用户
可以选择或输入备份后的数据库文件名(默认按日期命名),如图示:
当操作员命名数据库文件名后,文本框显示备份后的文件路径与名称,操作员再点击
“备份数据库”按钮即可完成数据库文件备份,完成后系统弹出提示对话框。
当操作员点击恢复数据库文本框的“...”按钮,会弹出选择已备份数据库对话框,用户
可以选择备份后的数据库文件如图示:
当操作员选择数据库文件成功后,文本框显示你选择恢复的文件路径与名称,操作员再点击
“恢复数据库”按钮即可完成数据库文件恢复操作,完成后系统弹出提示对话框。
恢复数据库文件一般在你重装软件后,将以前备份的数据文件恢复或非预期数据库文件损坏
后用以恢复数据库文件。
点击上述子菜单后,系统会弹出下图示对话框
数据库转存与查看界面如下图示:
苏磁
制造商
全新
苏州昆山