
液压张紧装置
价格:电议
地区:江苏省 徐州市
电 话:0516-66633365
手 机:15380168186
传 真:0516-87985365
图文详情
产品属性
相关推荐
1、前言
胶带拉紧装置是带式输送机(以下简称为胶带机)不可缺少的重要组成部分,它直接关系到胶带机的安全运行及使用寿命,对于大运量、长距离等大型胶带机而言更是如此。以往的带式输送机一般采用两种拉紧方式,即垂直拉紧方式和重锤塔架车式拉紧方式。
对于垂直拉紧方式,其优点是较好的利用了原有的空间位置,拉紧结构形式简单,拉紧装置本身不需要动力,维护量小。但垂直拉紧方式具有以下几点缺陷:
(1)拉紧滚筒及重锤箱悬挂在半空中,在胶带机检修时,松带、紧带及增减张紧力都很不方便,工人的劳动强度大,使得整机检修时间长、效率低。
(2)胶带机起、制动时,重锤上下振动,对胶带的冲击大,直接影响到胶带及胶带接头的使用寿命,易造成断带事故。
(3)胶带张力无法自行调整。此类拉紧方式始终以起动时所需的张紧力来选择配重的,所以,在胶带机正常运行时,胶带始终处于过张紧状态,对胶带、滚筒及托辊的损害都很大。
(4)具有明显的安全隐患:
a)万一发生断带(或断绳),配重下落带来的安全隐患;
b)增减配重时,给检修人员带来的安全隐患;
c)因为无法与胶带机集控装置连接进行远程控制,所以不具备保护功能;
d)当重锤拉紧行程不够时,会造成胶带打滑,以致于无法起动胶带机(此时必须缩短一截胶带)。
对于重锤塔架车式拉紧方式,除了具有和上述垂直拉紧方式相同的缺陷以外,还具有以下几点不足:
、此类拉紧方式需占用较大的场地空间。
第二、此类拉紧方式采用的改向滑轮较多,因滑轮生锈等因素会造成拉紧装置的动态响应滞后,继而造成胶带机起动时出现打滑现象。
第三、成本相对较高。此类拉紧方式的重锤塔架一般高达成10米以上,塔架的钢结构重量大,配重块的重量也大。从太钢2*90 m2烧结机易地大修工程胶带机的有关拉紧参数来分析,可以得出明确的结论。
DYL型胶带自控液压拉紧站以及后来拓展的ZLY型胶带自动液压拉紧装置是根据胶带机的工况特点,吸收世界工业发达国家的先进技术,考虑胶带在起动和正常运转时对拉紧力需要不同,经合理的胶带张力模型分析研究而设计的。它适合于煤矿、电力、港口、金属矿山、钢铁、建材等行业广泛使用。
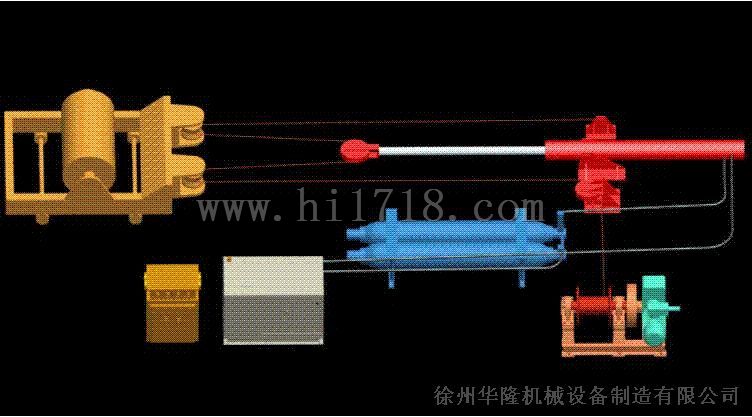
2、组成结构
DYL型胶带自控液压拉紧站由液压泵站、张紧油缸、蓄能器、PLC可编程电气控制箱、滑轮组、高压胶管、钢丝绳及附件等组成,采用高可靠性PLC控制系统,以满足对张紧力的有效控制。
液压系统由液压源、溢流阀、液控单向阀、电磁换向阀和手动换向阀、截止阀、蓄能器及张紧油缸等组成。
电控系统主要由SIEMENS S7-200PLC系统(包括CPU224模块、EM223数字量输入/输出扩展模块、EM235模拟量扩展模块、TD200文本显示器)、空气断路器、接触器、中间继电器、变压器等组成。
配置特点:控制系统先进。作为工控领域国际公认的品牌,西门子公司享有盛誉,本系统人机界面、PLC等控制部件全部选用该公司的产品。其优点如下:
(1)完善的操作方式及故障处理手段
本系统的参数设定灵活、方便。所有参数设定和各种故障报警提示均采用汉字显示。电控箱面板上设有急停开关,便于发生事故时紧急停车。
(2)系统的可扩展性
西门子S7-200系统具有很大的扩展空间。既可以作为AS-1网的主站控制多台现场执行机构,也可以作为profibus—pp网的一个从站方便地纳入管控一体化的网络系统。
(3)经济性
由于S7-200属于小型PLC控制系统,性价比优于中、大型PLC控制系统,也减少了布线、维护方面的费用。
3、系统特征
(1)系统具备以下四种工作模式:近控(机旁)手动,近控(机旁)自动,远控(中控)手动和远控(中控)联动,四种模式可以通过机旁按钮任意切换。上电初始化设置可根据现场需要设定,出厂设置为:近控自动模式。
(2)液压系统中张紧油缸前腔工作压力分为四个等级:P1、P2、P3和P4,P1为系统起动压力,P2为正常工作压力,P3为系统停机时压力,P4为停机后的压力。系统压力由P1到P2,P2到P3改变时间段T1、T2,P1、P2、P3、P4、T1、T2,均可由TD200文本显示器上人为现场设定。
油缸压力变化简图
(3)系统工作方式和工作状态,于机旁控制箱的TD200文本显示器上实时显示,显示各种状态信息列表如附表(还可根据需要现场添加或删除,多不得超过80条信息)。
⑤电控箱设置张紧力观测旋钮,张紧力通过压力变送器,送到PLC模拟量转换模块,经PLC换算,由TD200实时显示。
⑥系统具有上电自动检测远控按钮短路故障功能,如发现此类故障,张紧装置显示“张紧装置起动按钮上电短路”的故障信息。
⑦当张紧油缸碰到行程开关时,系统于TD200文本显示器自动显示“油缸到极限位置”故障信息。
4、自动张紧装置工作过程
(1)状态设定
①工况选择:张紧装置电控箱上电后,PLC初始化,将张紧装置工作状态设定为“自动近控”方式(可根据用户需要在四种工况中任选一种)。在机旁电控箱上,可通过按钮进行工况选择。
②常量设定:将常数设定旋钮打到设定位置,根据理论计算依次设定起动压力P1、工作压力P2、停车压力P3、停车后压力P4,在现场调试时,根据现场实际工况对P1、P2、P3、P4进行调整。
待以上状态设定完成后,将设定旋钮回复到工作状态。
