
供应钢瓶磁粉检测线
价格:电议
地区:江苏省
电 话:86 0515 82325120
手 机:13016537848
传 真:86 0515 82333211
图文详情
产品属性
相关推荐
| 品牌 | 开达 | 型号 | CJW—6000 |
| 测量范围 | 度长680-2000mm直径在ø219—ø426 | 测量 | 表面 |
| 重量 | 3000(kg) |
一、设备型号、规格及检测范围
1、设备名称:CJW-6000型程控荧光磁粉检测线。
2、设备型号:CJW-6000型。
3、被测工件:汽车用压缩天然气钢瓶。
4、检测要求:设备可满足长度在600-2000mm外径在125-430mm气瓶的荧光磁粉探伤。
5、设备周向采用通电法、纵向采用线圈法可分别检测或复合磁化全方位检测上述工件表面和近表面因锻压、拉伸、淬火、研磨、疲劳引起的裂痕及夹渣等细微缺陷。
二、设备设计制造标淮
1、本机设计采用国家机械行业《JB/T8290-1998》标准。
2、设备制造应符合双方签订的《技术协议》要求。
三、概述及设计原理
1、磁化原理
磁粉探伤的基础是缺陷处漏磁场与磁粉的磁相互作用铁磁性材料或工件磁化后,在表面和近表面的缺陷处磁力线发生变形,逸出工件表面形成可检测的漏磁场。此时,在工件表面撒上磁粉或浇上磁悬液,磁粉粒子便会吸附在缺陷区域,显示出缺陷的位置、形状和大小,这就是磁粉探伤的基本原理。
该机的磁化电源主电路采用目前通用的可控硅无级调压电路,利用三相互成120°相位差的交流电源,经大功率隔离变压器降压整流以低电压大电流方式输出二路复合磁化电流。可分别对工件进行周向、纵向交流复合磁化,性探伤可检查出钢瓶表面和近表面因锻压、拉伸、淬火、研磨、疲劳引起的裂痕及夹渣等细微缺陷。磁化电流控制电路采用目前先进的集成电路技术,利用改变可控硅导通角来调整主电路输出电流的大小。设备的磁化电流连续可调,并具有断电相位控制功能,既可用于连续法探伤,又可用于单方向磁化时的剩磁法探伤,且剩磁稳定度好。
2、设备概述
该机为微机控制半自动湿法流水线式荧光磁粉探伤设备,适用于铁磁性零件的磁粉检验。它以小型工业可编程序控制器(PLC欧姆龙)为对系统的机械程序动作,如磁化机构移动、夹紧、松开、喷洒磁悬液、磁化等动作进行全过程控制,能按规定程序完成除缺陷人工观察以外的对探伤工件全过程探伤,既可自动操作,又可手动单步操作。并配有自动声光报警系统,从而避免了工件的的漏检现象。并可对工件分别进行单路和复合磁化,磁化电流分别可调,有噪音小,性能可靠的优点,并带有断电相位控制及故障自显示功能。
3、结构形式
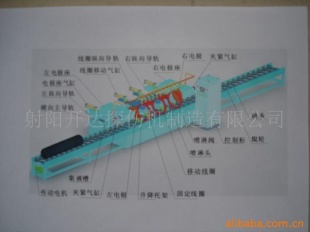
该设备为机电分体式结构,主要由磁化机构、单工位工件夹持装置、工件输送机构、电器控制部分以及紫外灯、暗室等组成。
电器控制部分由电源柜、PLC中央控制系统、控制元件、磁化电流控制系统、电流测量指示系统、周向变压器、纵向变压器等组成,来完成各个机械动作。磁化电源的隔离输出变压器和电极、线圈的连接导体均采用紫铜排及软电缆连接。变压器铁芯采用冷轧高矽矽钢片制作,所有电气元件均经过严格老化筛选,确保质量。
单工位工件夹持装置主要由周向电极、纵向线圈、夹紧气缸、固定箱体、磁悬液喷洒和回收系统等几部份组成。两磁化机构可以前后移动。
工件输送机构由辊轮、轴承、机械张紧机构、输送电机等几部份组成。由行程开关控制输送机构的动停。
该设备的暗室为布暗室,四周用遮光布遮光,美观耐用,其上装有备用照明日光灯和换气扇,电风扇。暗室设计时考虑到设备维修的方便性,因此设备的周边留有较大空间。该设备装有一盏紫外灯(20W×5支进口灯泡)。
磁悬液搅拌喷洒及回收系统由储液箱、搅拌器、集液槽、抽液泵、输液管、喷液器组成。其中储液箱为独立整体,盖上装有抽液泵,进行磁悬液的搅拌和抽液,置于机床底部,使得储液箱的换液清理变得非常方便。为了使磁悬液不产生吸附沉淀,储液箱与集液槽均采用不锈钢制造,容积为60升。
4、结构特点
4.1、中央处理系统采用PLC控制,即可实现手动控制(单步操作)又可实现自动控制;
4.2、磁化电源主电路,采用可控硅无节调压,工作噪音小,输出功率大,重复使用率高,低压大电流输出,安全可靠;
4.3、周、纵向磁化电流均可分别连续可调;
4.4、带断电相位控制功能,既可用连续法探伤,又可用剩磁法探伤,剩磁稳定度好;
4.5、机床的储液箱和储液槽均采用不锈钢材料制造,既适用于油剂磁悬液,又适用于水剂磁悬液。且磁粉搅拌均匀,无沉淀死角;
5、主要技术参数
5.1、周向磁化电流: AC 0-6000A(有效值) 连续可调,带断电相位控制器功能;
5.2、纵向磁化磁势: AC 0-20000AT(有效值)连续可调,带断电相位控制器功能;
5.3、夹紧方式:气动夹紧;(气源用户自备)
5.4、夹紧行程:50mm;
5.5、磁化方式: 周向磁化、纵向磁化和复合磁化;
5.6、操作方式: 自动操作和手动单步操作;
5.7、紫外线强度: 距工件表面380mm处不小于1000μw/cm2;
5.8、退磁效果:衰减式自动退磁,工件剩磁≤0.2MT(2Oe);
5.9、;灵敏度:A型2#试片清晰显示;
5.10、电源: 三相五线 AC 380V 50Hz 瞬时约600A
6、工艺流程
上料――线圈伸出――右电极伸出――工件输送――左电极伸出――工件夹紧――喷洒磁化――松开――右电极缩回――观察――工件输送――下料