
光伏电池板组件全自动封装线
价格:电议
地区:湖北省
手 机:15671696592
传 真:86 027 59722666
图文详情
产品属性
相关推荐
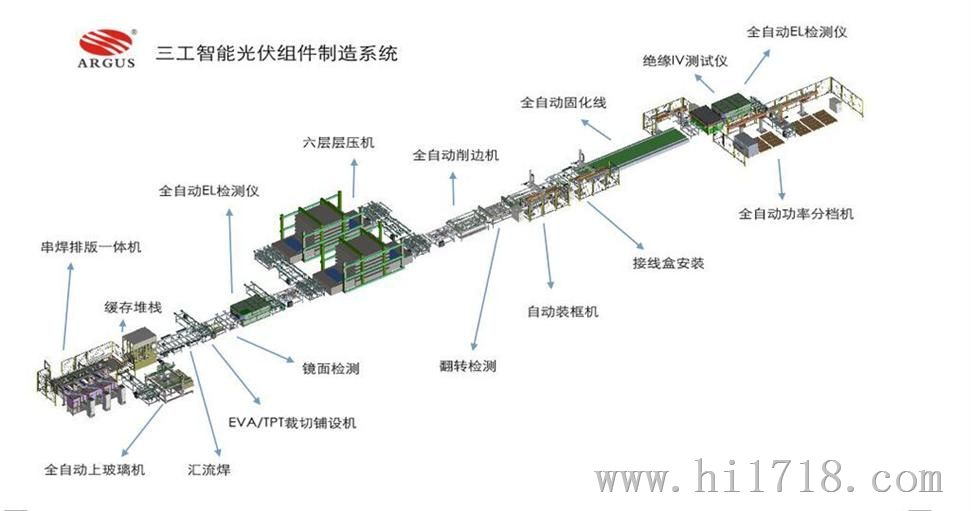
光伏电池板组件全自动封装线
三工光电为客户提供完整的光伏组件生产线解决方案和交钥匙工程服务,提供项目策划、正常设备、工艺支持、技术指导。三工太阳能光伏交钥匙工程始终致力于照顾客户生产中的每一个细节,减少操作人员,降低占地面积。保证客户在生产中提高效率,在增加产量的同时,为客户创造有竞争力的成本优势。
光伏组件全自动生产线特点
智能化:采用总线控制技术,对生产过程控制诊断进行智能化处理。
在线控制:通过有效联系EL检测系统、绝缘测试系统及成品性能测试系统等检测系统,从而达到在线式检测控制。
远程监控:能够实时更新反馈生产数据,从而便于生产管理控制。
冗余控制:通过服务器冗余、控制器冗余等组合使用,从而保证整个系统长时间稳定连续运行。
光伏组件全自动生产线本技术要求
1) 设备电源要求为380V,3相5线制,设备压缩空气要求为0.6-0.8MPa范围;
2) 流水线输送速度:层压前段速度>11米/分,层压后段速度>11米/分,速度调控范围:0-50米/分;
3) 流水线外型尺寸:此设备为非标设备,终由武汉三工光电提供布局图;
4) 设备正常运行作业时,由设备和传输线导致的组件不合格率小于1/10000;
5) 传输线输送平稳,偏移尺寸小于3MM。
6) 设备正常使用率≥98%(正常维护,保养除外)按持续工作一年计算;
7) 设备使用寿命≥10年;
8) 设备工作时噪声≦72dbA;
三工光电
制造商
全新
成套设备生产线
湖北武汉