
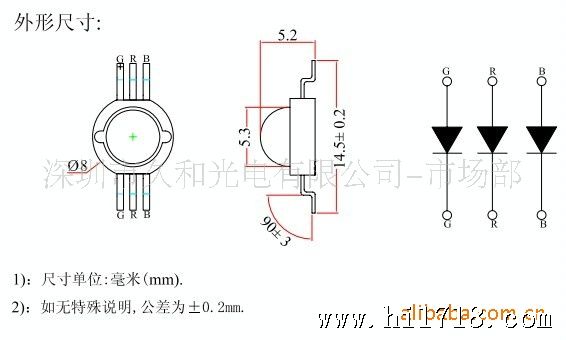
3W七彩/全彩RGB三合一六脚大功率LED灯珠光源 led
价格:电议
地区:广东 深圳市
电 话:86 0755 29785732
手 机:13926527952
传 真:86 0755 29785658


图文详情
产品属性
相关推荐
RGB(3W)大功率LED参数:
功 率:R1W/G1W/B1W(3W)
光 通 量:R:80—90Lm
(普亮) G:160—180Lm
B:40—60Lm
波 长:R:620—630nm
G:520—530nm
B:460—470nm
顺向电压:R:2.0—2.6V
G: 3.0—3.6V
B:3.0—3.6V
额定电流:350mA(单路电流)
发光角度:140度
光源颜色:RGB三合一、全彩大功率、七彩大功率
产品特点:
RGB三合一、全彩大功率、七彩大功率
应用领域:
RGB射灯,舞台灯光应用
选购LED注意事项:
首先,LED价格差异非常大,就同颜色、同亮度的LED,价格上能相差十几倍,差距主要体现在 LED芯片的选择及其可靠性和光衰等性能上面。价格低的LED其芯片尺寸较小,一般为:28-32min,电极比较粗糙,耐电流和温湿度变化差,光衰比较大寿命很短;而我们采用的芯片是台湾或美国进口芯片,芯片尺寸大耐高电流光衰小,芯片尺寸为40mil、45min;
其次是封装材料的选择:支架的材质与色泽;胶水的品质;荧光粉等的选择,是否都符合环保要求,都会构成不同的质量与成本。盲目低价也只能要到低品质的产品,相信一分钱一分货的道理,就是再便宜的产品商家也是要赚钱的。 再就封装工艺,我公司均采用自动设备生产,确保了LED的质量,双金线焊接,双保险。
大功率LED产品安全使用说明
大功率LED产品及器件在应用过程中,散热、静电防护、焊接对其特性有着很大影响,需要引起应用端客户的高度重视.
一、散热:
由于目前半导体发光二极管晶片技术的限制,LED的光电转换效率还有待提高,尤其是大功率LED,因其功率较高,大约有60%以上的电能将变成热能释放(随着半导体技术的发展,光电转换效率会逐渐提高),这就要求终端客户在应用大功率LED产品的时候,要做好散热工作,以确保大功率LED产品正常工作。
1.散热片要求。
外型与材质:如果成品密封要求不高,可与外界空气环境直接发生对流,建议采用带鳍片的铝材或铜材散热片。
2.有效散热表面积:
对于1W大功率LED白光(其他颜色基本相同)我司推荐散热片有效散热表面积总和≥50-60平方厘米。对于3W产品,推荐散热片有效散热表面积总和≥150平方厘米,更高功率视情况和试验结果增加,尽量保证散热片温度不超过60℃。
3.连接方法:
大功率LED基板与散热片连接时请保证两接触面平整,接触良好,为加强两接触面的结合程度,建议在LED基板底部或散热片表面涂敷一层导热硅脂(导热硅脂导热系数≥3.0W/m.k),导热硅脂要求涂敷均匀、适量,再用螺丝压合固定。
二、静电防护:
LED属半导体器件,对静电较为敏感,尤其对于白、绿、蓝、紫色LED要做好预防静电产生和消除静电工作。
1.静电的产生:
①摩擦:在日常生活中,任何两个不同材质的物体接触后再分离,即可产生静电,而产生静电的常见的方法,就是摩擦生电。材料的绝缘性越好,越容易摩擦生电。另外,任何两种不同物质的物体接触后再分离,也能产生静电。
②感应:针对导电材料而言,因电子能在它的表面自由流动,如将其置于一电场中,由于同性相斥,异性相吸,正负离子就会转移,在其表面就会产生电荷。
③传导:针对导电材料而言,因电子能在它的表面自由流动,如与带电物体接触,将发生电荷转移。
2.静电对LED的危害:
①因瞬间的电场或电流产生的热,使LED局部受伤,表现为漏电流迅速增加,仍能工作,但
亮度降低,寿命受损。
②因电场或电流破坏LED的绝缘层,使器件无法工作(完全破坏),表现为死灯。
3.静电防护及消除措施:
对于整个工序(生产、测试、包装等)所有与LED直接接触的员工都要做好防止和消除静电措施,主要有
1、车间铺设防静电地板并做好接地。
2、工作台为防静电工作台,生产机台接地良好。
3、操作员穿防静电服、带防静电手环、手套或脚环。
4、应用离子风机。
5、焊接电烙铁做好接地措施。
6、包装采用防静电材料。
三、焊接:
1、焊接时请注意选择恒温烙铁,焊接温度为260℃以下,烙铁与LED焊盘接触的时间不超过3S;
2、如为硅胶封装的大功率LED,硅胶的耐热温度为180℃,因此LED的焊接温度不得超过170℃,采用低温烙铁及低温焊锡膏(丝)焊接,烙铁与LED焊盘接触的时间不超过3S;
3、如为软胶体(molding),回流焊温度保持在260℃即可,请勿用力压灯珠胶体部分,以避免内部结构破坏.