
全自动平衡仪的安装ZPD-1
价格:电议
地区:
电 话:86-0510-82449786
手 机:18015350212
图文详情
产品属性
相关推荐
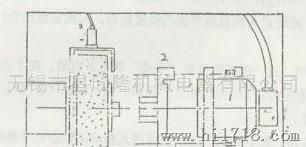
ZPD—1全自动磨床砂轮动平衡仪的工作原理图,根据砂轮不平衡激振力引起的磨架振动,其位移的大小与砂轮不平衡量的在大小成正比的原理,测振头安装在砂轮架上,拾取磨架振动,并将振幅转化为相应的电信号,微电脑根据此信号的大小,反复驱动平衡头内的电机转动。
再通过传动装置,使平衡头中的补偿质量(偏重齿图)与砂轮的残留不平衡量想抵消,使磨架的振动逐渐小到小值。这样砂轮就达到了允许平衡。5、ZPD-1外接武式全自动动平衡仪的安装
安装连接图:
1—电源线 2—测量控制箱背 3—振动讯号电缆 4—测振器 5—联接法兰(用户自制) 6—平衡头 7—挡块,用于使控制电缆的接头不转动(用户自备) 8—控制电缆
5.2测振头安装时,其轴线可以垂直或水平安装,但轴线应在砂轮轴线的垂直表面内,测振头应安装在磨架振动的地方,通常是安装在靠近砂轮的前轴承外壳处或罩壳上。
图5.3平衡头外形尺寸
安装方法
(1)平衡头(2)连接主轴及平衡头法兰(3)平衡振动传感器
5.4平衡头的外形尺寸与联盘尺寸,如图5.3所示
平衡头安装在砂轮夹盘法兰上,设计时应使平衡头尽可能与砂轮对称中心线接近,以减少附加产生的振动不平衡力距,平衡头安装在砂轮夹盘上后,应使滑环部分相对于平衡头能灵活地转动,然后用挡块(参考图5.1)使滑环部分与机床相对固定。
6、ZPD—1全自动磨床砂轮平衡仪的操作
6.1仪器面板如图6.1所示,其各部分功能如下:
(1)电源开关按钮,按下此钮,整机电源开启,再按一下电源切断。
(2)中文大屏幕液晶显示屏,用于显示振幅及转速。
(3)平衡的自由选择设定,在手动模式画面下,按手动键,画面进入平衡设置,此时按M1←或M1→按钮,设置终平衡数据,再按手动键进人手动画面,数据同时储存,此时可按自动键进入平衡砂轮。
如在设置了终平衡数据,没有再按手动键进人手动画面,而直接去按自动健,那么设置的数据并没有储存,此时进入的自动平衡的数据,只能是原始设计储存的平衡,不是您修改的数据。
4、电动机驱动按钮。这一组按钮仅在“手动”状态下有效,在手动状态下按“M1←”、“M1→”钮,可使平衡头内的M1电动机正、反转,“按M2←”、“M2←”钮,可使平衡头内的M2电动机正反转。
5、“自动”模式按钮。按下此钮,表示仪器进入自动调整砂轮平衡的工作状态,在“自动”状态下,电脑自动监测砂轮的振动幅度,并驱动平衡头的电机,使砂轮始终处于振动小的平衡状态。此时,中文显示屏不断显示振幅当量,当砂轮处于状态时液晶显示平衡结束。M1、M2会自动停止运转,仪器进入监测状态,如果不平衡量再次增大,仪器会自动再度驱动M1、U2寻找新的平衡点,直至砂轮再度平衡下来。