液压板料折弯机
价格:电议
地区:福建省 厦门市
传 真:0592-6018629
本机器主要由机架、滑块、挠度补偿机构、后挡料机构、模具组成、液压系统、数控系统等部分组成。
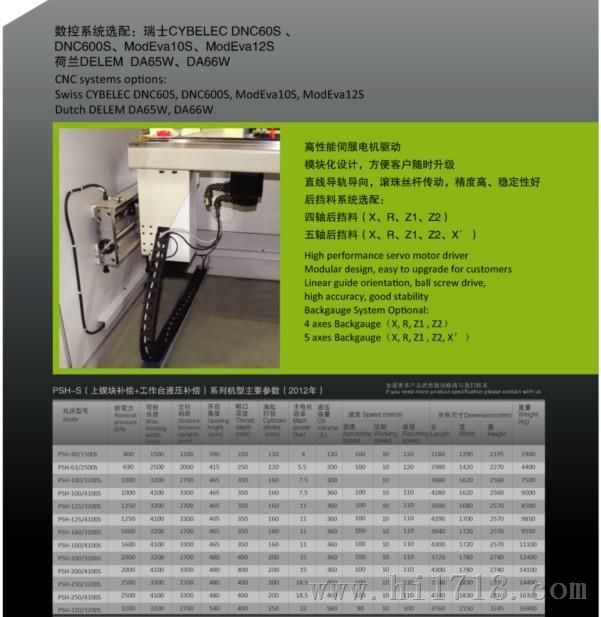
本系统采用HOERBIGER(贺尔碧格)折弯机专用同步控制系统。系统主要由动力组件,液压控制系统以及其它液压附件组成。系统的压力及流量均采用电液比例控制,不仅能使左右油缸达到很高的同步,且整个系统动作连续、平
稳、压制力稳定。
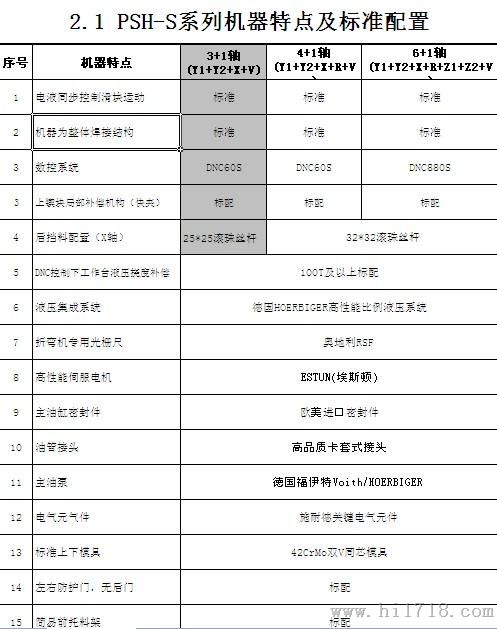
本系列机器为电液同步液压板料折弯机,是结合挠度油缸补偿和上锲块补偿型折弯机,标配
CYBELEC DNC880S 数控系统(可选配 CYBELEC 其它系统及 Esa,Delem 等系统)。
本机器主要用于折弯各种金属材料,用户只要配备各种不同的模具就能将金属板料折弯成各种不同形状的工件
本机器适用于飞机、造船、汽车、电器等工厂、建筑、装饰等行业使用,
操作简便,生产效率高。当折弯不同厚度的板料时,只需选择不同开口尺寸的"V"形槽下模。一般所选用开口为板厚的 8~10 倍(如:折弯
6mm 板料选用 48~ 60 的开口即可)。
本机器采用液压传动,工作平稳、操作方便。由于采用液压传动,工作中 不会因板厚变化或下模"V"形槽开口选择不当而引起严重超载。
机床主要配置
--Y1/Y2 轴
主要控制滑块上下运动
滑块的零点位于工作台,滑块位置指滑块底部到工作台之间的距离.
滑块的为:0.01mm Y1: 指左边油缸 Y2: 指右边油缸
--X轴
主要控制后挡料前后运动
X轴的零点位于工作台中心,X轴位置指后挡料手指到工作台中心之间的距离. X
轴的为:0.05m
--R轴
主要控制后挡料上下运动
R轴的零点位于工作台平面,R轴位置指工作台平面到后挡料手指下沿间的距离.
--V 轴
液压挠度补偿,补偿工作台立板及滑块在工作时产生的变形
--数控功能
使用说明
4.3-1 压力设定:系统工作压力由数控系统参数设定,规定设定压力为
250bar;背压阀的压力调整应至少高于负载压力10bar约为90bar,保证无掉刀
现象,其压力可通过M2口测到。
4.3-2 在设备运行过程中,应注意观察压力、噪声、振动、油温变化情况,系统
有无泄漏现象。液压油温一般应在30~50摄氏度之间,不应超过65摄氏度,
不低于15摄氏度。如机器有异常现象,需及时停机检修。
4.3-3 机器在5~40摄氏度的环境温度下可正常使用,如在低温下起动液压泵,应
开开停停,反复几次使油温上升,系统运转正常后,再进行正式运行。
4.3-4 应定期检查管接头有无松动,各液压元件动作是否灵敏,密封件有无损伤,
软管老化程度。
4.3-5 液压油应保持清洁,加油时应经过空气滤清器。经常观察及补充油液,使
油液保持正常液面,一般为油箱高度的85%左右。
4.4 工作介质:推荐采用ISO L-HM32号抗磨液压油,并定期更换。初次使用建
议一个月后即将油液更换,之后可按一年,并可根据实际情况缩短更换周