

BN10应力消除设备厂
价格:电议
地区:山东省 济南市
电 话:0531-86310283
手 机:13969166799
传 真:0531-85990329
图文详情
产品属性
相关推荐
焊接应力去除设备已形成系列化产品,可广泛应用于船舶、石化、航空、铁路、风力涡轮机、钢或复合材料桥梁,重型起重机械等领域,适用于各种材料焊接结构的焊后处理,可使钢制焊接接头的疲劳强度提高60~180%,疲劳寿命延长10~135倍;使铝、钛有色金属焊接接头的疲劳强度提高26~48%,疲劳寿命延长5~45倍,并且能在一定程度上消除焊接过程应力和残余应力,特别适用于普通接头、承载接头以及异种材料焊接接头等结构的焊后处理。..
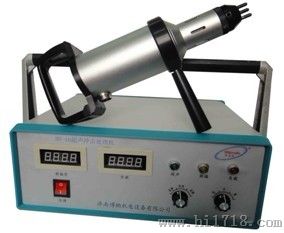
一、焊接应力去除设备
1、产品介绍
消除焊接残余应力并产生出理想压应力的时效方法(各种消除残余应力的情况如下:振动时效30~55%、热时效40~80%、超声冲击时效80~100%)。
焊接应力去除设备技术由世界闻名的乌克兰Paton焊接研究所在1972年早提出,并由Paton焊接研究所和俄罗斯“量子”研究院共同开发成功,早用于前苏联海军船只的降低焊接残余应力,引入有益的压应力。1974年,Polozky等人公开发表了将超声冲击技术应用于消除焊缝残余应力的文章。在高能超声(HPU)领域,超声冲击技术成为了一个很有前途的研究方向,并且应用范围已延伸到各种材料、构件及焊接单元。到目前为止,超声冲击技术在俄罗斯、乌克兰、法国、日本、挪威、瑞典、加拿大及美国等国的铁路、海洋工程、汽车、装甲车辆、重型工程机械、机械零部件、飞机、桥梁、机车车辆、石油管线、化工机械设备等诸多领域均有所应用。
焊接应力去除技术是一种高效的消除部件表面或焊缝区有害残余拉应力、引进有益压应力的方法。超声冲击设备利用大功率的能量推动冲击头以每秒约2万次的频率冲击金属物体表面,高频、高效和聚焦下的大能量使金属表层产生较大的压缩塑性变形;同时超声冲击改变了原有的应力场,产生有益的压应力;高能量冲击下金属表面温度极速升高又迅速冷却,使作用区表层金属组织发生变化,冲击部位得以强化。在高频冲击载荷下,携带复杂变化波谱的振幅传入被处理工件的表面。波谱的特性主要取决于超声换能器,物质本身,数量及冲击针的形式以及被处理部分的几何形状。因此要求当声学系统固有谐振频率有变化时,功率发生器具有跟踪其频率改变,自动调整输出频率与之保持一致的功能。产品科技水平国内一流、。
2.工作原理
超声冲击是一种高效消除工件表面或焊缝区的残余拉应力,并在工件表面形成压应力的方法。可显著提高焊接接头的疲劳寿命和疲劳强度。焊后处理焊趾部位,使之平滑过渡,从而降低余高造成的应力集中,消除焊趾表面的缺陷;同时在焊趾处产生较大的压缩塑性变形,产生了残余压缩应力,调整了焊接残余应力场,并使焊趾部位得到强化和硬化。以上多方面因素有效地改善了焊接接头的疲劳性能。
我公司 BN10系列超声冲击设备控制电源箱采用模块化设计,在采用高品质材料和元器件的基础上应用先进的生产工艺制造而成。控制电源内部拥有频率锁相跟踪系统,并率先推出了基于全数字化控制电源。实现了频率自动扫描、检测、跟踪,故障自动检测保护,功率调整及阻抗调整可预设控制,人机对话,软件升级等,操作非常方便可靠。
3.我公司产品特点
大量实验数据表明,超声冲击可使钢制焊接接头的疲劳强度提高60~180%,疲劳寿命延长10~135倍;使铝、钛有色金属焊接接头的疲劳强度提高26~48%,疲劳寿命延长5~45倍。
1、我公司产品采用国际先进的DSP控制系统,实现人机对话,多种参数设定,实时检测扫描,工件匹配性能佳。
2、我公司超声冲击设备工作期间设备不发热,我公司产品可轻松实现持续工作24小时。
3、我公司超声冲击设备转换效率达96%,转换率不降低。
超声波设备在不同温度和压力下输出频率会产生一定变化,国内的超声波设备制造水平较低,设备普遍存在长时间工作后发热的情况,发热情况的产生是机械能转换率降低直观的表现之一。因为大量的机械能转换成热能从而使能量流失掉,影响处理效率和处理效果,可以说发热情况不解决维持高的转换率就不可能实现。我公司经过三年研发率先解决了设备的发热情况,实现了超声冲击设备在不同的温度和压力情况下长时间工作不发热,效率不降低。
4.技术参数
输出功率:500W
输出频率:40KHz
输出振幅:100um
换能器类型:德国压电换能器
连续工作时间:16h
冷却方式:风冷
处理速度:
电压:AC 220V 50HZ
控制系统尺寸:468x460x
冲击枪尺寸:长 330 mm 枪柄直径 75 mm
5.应用范围
超声冲击枪产品也已形成系列化产品,可广泛应用于船舶、石化、航空、铁 路、风力涡轮机、钢或复合材料桥梁,重型起重机械等领域,适用于各种材料焊接结构的焊后处理,达到延长焊接结构疲劳寿命、提高其疲劳强度的目的,并且能在一定程度上消除焊接过程应力和残余应力,特别适用于普通接头、承载接头以及异种材料焊接接头等结构的焊后处理。
