


铸铁镶铜闸门企业供应
价格:电议
地区:河北省 邢台市
电 话:0319-4989215
手 机:18903298985
传 真:0319-4989215
图文详情
产品属性
相关推荐
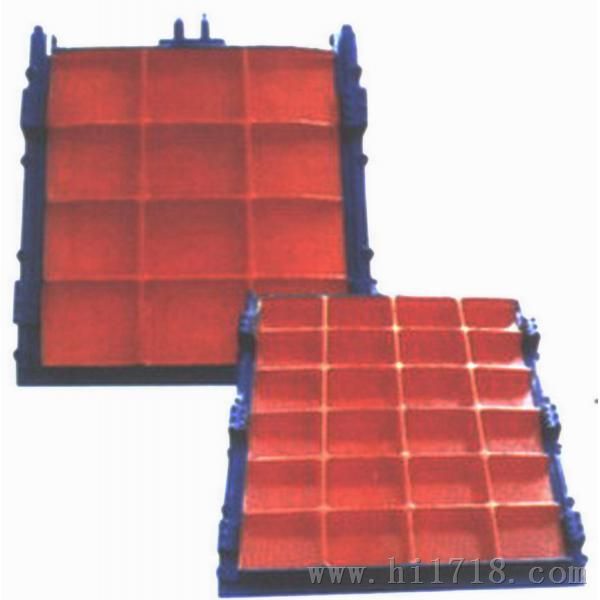
铸铁镶铜闸门结构特点
1).整体结构强度高、刚性高、耐磨、耐腐蚀性好、承压能力大。
2).铸铁镶铜闸门通过楔块装置的楔紧达到密封密封材料为铜合金或橡胶并经精密加工后配研故密封性好。
3). 采用预埋钢板或预埋螺栓式安装安装、调试、使用、维护方便使用寿命长。
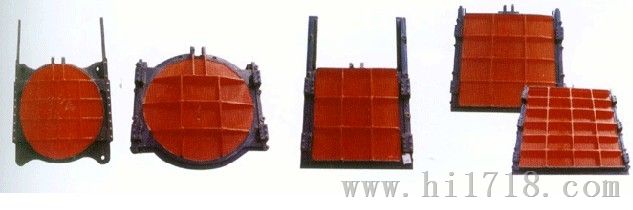
4). 品种规格齐全适应性广。
铸铁镶铜闸门工作原理:
1、铸铁镶铜闸门由门框、闸板、导轨、密封条、传动螺杆、吊块螺母/吊耳和可调整密封机构等部件组成其中门框和闸板均由优质灰口铸铁或球墨铸铁制成导轨左右对称布置且用不锈钢螺栓定位销与门框二侧端部连接对中小口径的闸门其导轨可与门框浇注成一体导轨长度一般为闸门全开启高度的1/2、1/32、铸铁镶铜闸门通过楔块装置的楔紧达到密封密封材料为铜合金或橡胶并经精密加工后配研3、采用预埋钢板或预埋螺栓式安装4、铸铁镶铜闸门与启闭机配套使用闸门为工作部分启闭机为闸门开启与关闭的执行部分启闭机由人力、电机或气动、构带动传动装置的齿轮、蜗轮蜗杆等运转驱动传动螺母或螺杆转动使闸轴作垂升降运动从而开启或关闭闸门达到水、关水或调节水位的目的。
镶铜铸铁闸门选材、制作过程
一)、材料采购
1.生铁、密封铜条等相关材料的采购必须有化学成份检验与机械性能检验。并对生铁、铜条等进行抽样检验,对不合格的原辅材料坚决退货,检验合格后的材料方可入库并出具检验合格入库单,由生产部门领用。2同时模具车间按技术部图纸进行模具制作,做好生产前的准备。
二)、闸门铸件毛坯的铸造
1开炉前按照国家标准牌号进行炉料的配料,同时做好其它准备。2当炉前铁水基本达到出水温度时,进行炉前取样,送至理化实验室进行炉前化验,符合相关国家标准牌号的化学成份后,方可进行铁水的浇注。毛坯铸造完成并进行清砂处理后,检验合格的所有闸门、闸框等铸件进行相应热处理,消除铸造内应力后进入后道工序进行机械加工。
三)、铸铁闸门机械加工
1 金加工车间再次对铸件表面进行进一步清砂打磨处理,使其外观比较清洁有利于后的表面油漆处理。2 密封铜条与闸框、门体装配时用环氧树脂密封胶同时用沉头螺栓固定于闸框或门体上。沉头孔内也用环氧树脂填实,使其密封无渗漏。3各加工工序按技术部图纸进行机械加工,特别注意铸铁镶铜闸门的止水面加工时要严格按要求加工。
四)、装配操作规程
本规程适用于我厂生产的铸铁镶铜闸门生产过程中的装配试机及终成品的检验。1.本公司生产的合格零部件和采购回来的合格配套件方可进入装配。2装配过程3试机过程。4外涂装过程。
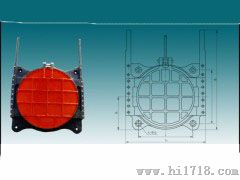
外形及安装尺寸
洞口尺寸宽×高m | B | h | B1 | B2 | B3 | S | S1 | C1 | C1 | C | C2 | C3 | C4 | C5 | h1 | f1 | 材料 | 配启闭机(t) | 重量(kg) |
0.8×0.8 | 800 | 800 | 930 | 1000 | 1190 | 1200 | 200 | 800 | 150 | 250 | 12 | 90 | 80 | 50 | 20 | 25 | HT250 | 1 | 190 |
1.1 | 1000 | 1000 | 1140 | 1210 | 1400 | 1470 | 300 | 870 | 180 | 280 | 13 | 105 | 90 | 50 | 20 | 25 | HT250 | 2 | 320 |
1.5*1.5 | 1500 | 1500 | 1640 | 1720 | 1920 | 2280 | 300 | 560 | 180 | 280 | 17 | 105 | 170 | 55 | 25 | 28 | HT250 | 3 | 980 |
2*2 | 2000 | 2000 | 2180 | 2260 | 2460 | 2800 | 300 | 733 | 185 | 285 | 18 | 105 | 180 | 60 | 30 | 230 | HT250 | 5 | 2100 |
2.5*2.5 | 2500 | 2500 | 2720 | 2800 | 3000 | 3400 | 300 | 933 | 200 | 285 | 20 | 130 | 170 | 75 | 30 | 30 | HT250 | 8~10 | 3150 |
3*3 | 3000 | 3000 | 3220 | 3300 | 3500 | 4000 | 300 | 1133 | 210 | 300 | 20 | 130 | 210 | 75 | 30 | 35 | HT250 | 12~15 | 5690 |
3.5*3.5 | 3500 | 3500 | 3720 | 3800 | 4000 | 4500 | 300 | 1300 | 210 | 310 | 23 | 135 | 290 | 75 | 30 | 40 | HT300 | 20~25 | 7820 |
4*4 | 4000 | 4000 | 4250 | 4330 | 4530 | 5000 | 300 | 1467 | 210 | 310 | 25 | 150 | 290 | 90 | 30 | 45 | HT300 | 25~30 | 15600 |
4.5*4.5 | 4500 | 4500 | 4750 | 4330 | 4530 | 5000 | 300 | 1467 | 210 | 310 | 25 | 150 | 290 | 90 | 30 | 40 | HT300 | 30~40 | 15600 |
5*5 | 5000 | 5000 | 5300 | 5380 | 5580 | 6000 | 300 | 1800 | 2 30 | 330 | 30 | 175 | 320 | 100 | 35 | 45 | HT300 | 40~50 | 22100 |
5.5*5.5 | 5500 | 5500 | 5800 | 5880 | 6080 | 6500 | 300 | 1967 | 230 | 330 | 33 | 175 | 320 | 100 | 35 | 5050 | HT300 | 50~60 | 26730 |
6*6 | 600 | 6000 | 6380 | 6500 | 6700 | 7200 | 300 | 2200 | 300 | 400 | 40 | 2301 | 410 | 140 | 35 | 50 | HT300 | 60~80 | 36600 |
铸铁镶铜闸门在铸铁闸门的基础上又加上了铜质的表面,这样就有效的避免了铸铁闸门的生锈腐蚀问题,保障了铸铁闸门的使用寿命,对于铸铁阀门技工来说需要掌握铸铁闸门的安装技巧。
步,首先要将铸铁镶铜闸门直接焊接在预留孔四侧的预埋板上。要确保焊接过程的性和牢固性。
第二步,需要将对应的启闭机按照闸门的位置也焊接在预埋板上。
第三步,要保证传动螺杆、启闭机和闸门这三种设备能够在同一个直线上。直线度为千分之一。这一点在安装时候要把握好。
第四步,预留孔和闸门之间的空隙要用混凝土填实。并且填好后对于闸门和启闭机空隙间的混凝土要及时清除,以免凝固后影响启闭机的开启与闭合,另外还需要确定设备的总重量。
铸铁镶铜闸门安装及调试
1﹑设备到现场后应对照送货单单独检验闸门是否完整,有无损坏。 2﹑检查闸门安装位置及土建尺寸是否与图纸相符。 3﹑安装时必须分四部分安装 4﹑首先门框的安装:安装前,先与预埋钢板焊接固定,此时门框两侧须平行且应与底框及上部框架垂直,门框安装好后进行二次浇注,二次浇注一定要封实,不能有渗水现象,待混凝土养护后方可使用。门框安装时应保证导轨面在铅垂线上,其倾斜度不大于1//1000。保证其平面度及对角线误差不超过标准规定。4.1 门框安装好后,同时清除门框中杂物,以免影响门叶的安装。特别是密封面上不得有其它杂物。 4.2 门体安装应注意对角线误差。 4.3 然后安装启闭机机座,安装时注意平面度。 4.4 安装时应检测闸板与闸门框之间的密封圈间隙,闸门正向工作水头时,密封泄露小于1.25L/min 5﹑启闭机的安装方法:启闭机固定其位置时,先将启闭机的螺杆孔中心与闸门轴心调整到一直线上,然后将丝杆插入闸门吊耳,再用穿销连接,使两者位于同一铅垂线上,再将启闭机上的链接钢板与机座用螺栓或焊接来固定。 6﹑启闭机的丝杆与闸门连接后,检查各部位是否全部安装到位,方可适用启闭机,在一般情况下,启动如不灵活,可微调连接板的位置,感觉轻松灵活后方可固定。7﹑驱动装置手电两用,灵敏可靠,手动时,在操作手轮时首先调节手柄板到手动位置,然后旋转手轮或直接作输出轴转动,从而实现闸门启闭动作,此时电路切断,不可进行电动操作;在电机驱动时,手轮不可旋转,所有结合面的密封处没有渗漏,并观察其手动装置及自动复位功能是否到位。 8﹑指示式开度计和双向过力矩开关可靠,开度指示仪的表盘刻度为百分比。其动作数值在实际使用中进行调整,闸门的启闭度控制也应在调试时根据实际使用情况进行调整. 9﹑手轮上标明开闭方向,手轮顺时旋转为关闭闸门,人工操作力不大于150N。 10﹑电动启闭装置的电机转矩应大于额定转矩的3倍,驱动电机的连续转动时间不得低于15分钟。 11﹑闸门结构形式便于维修检查,能满足室外安装使用要求。 12﹑电动闸门就地控制设备能将闸门的位置信号传送到PLC。 13﹑闸门启闭速度应不大于0.5m/min。14﹑闸门的全开﹑全闭位置信号﹑过载报警信号送至控制系统。闸门的控制有手动和自动两种模式,由闸门控制箱面板上的模式转换开关来选择,模式转换开关的状态反馈给控制系统。 (1) 手动模式:选择开关设在机体上,操作人员可在现场手动﹑电动开关闸门。 (2) 自动模式:现场电控柜配置有向中心控制式传输状态信号的接口和接受中控制室遥控的信号接口。
试机过程(也可在现场试机) 1)各种产品的调试参见各产品的检验规范或(安装)使用说明书2)对传动等部位等各润滑点按规定加注润滑油脂3)能够手动的试机,先进行手动的试机,手动操作无异常后并确认可通电时,方可接通电源4)通电后先点动,看有无异常,如无异常空载试机,注意观察其运行状态(平稳性、有无碰擦、电机电流温升、噪音等)是否正常。如有异常立即停机。找出原因并处理后重新开始试机直至合格。5)试机结果,相关数据填写在《检验》上。
铸铁镶铜闸门技术标准 :1、本设备材料符合GB标准规定。 2、所有量度、尺寸、重量均用国际单位(SI)表示。 3、我公司已通过ISO9001质量体系。
参考标准
CJ/T3006-92 供水排水用铸铁闸门
JB2932-86 水处理设备制造技术条件
JB/ZQ4000.2-86 切削加工件通用技术条件
JB/ZQ4000.3-86 焊接件通用技术条件
JB/ZQ4000.5-86 铸件通用技术条件
JB/ZQ4000.10-86 涂装通用技术条件
JB/ZQ4286-86 包装技术通用技术条件
GB1176 铸造铜合金技术条件
GB1220 不锈钢棒
GB6414 铸铁尺寸公差
GB9439 灰铸铁件
GB8923-85 涂装前钢材表面锈蚀等级和除锈等级
GB4979-85 防锈包装
YJ010 抛丸喷砂技术条件及检验方法
JB/ZQ4000.1-86 产品检验通用技术条件
新河县前进水工机械厂的主营产品:1、手电两用螺杆启闭机、手动螺杆启闭机、平推式螺杆启闭机、侧摇式螺杆启闭机;2、不锈钢闸门、钢制闸门;3、卷扬式启闭机、高扬程卷扬式启闭机、双吊点卷扬式启闭机;4、铸铁闸门、铸铁堰门、铸铁镶铜堰门、可调节堰门、不锈钢堰门、铸铁镶铜方闸门、铸铁镶铜圆闸门、铸铁镶铜闸门、明杆式铸铁镶铜圆闸门、明杆式铸铁镶铜方闸门、MXY型明杆式铸铁镶铜圆闸门、MXF型明杆式铸铁镶铜方闸门、高压铸铁闸门;5、铸铁拍门、铸铁圆拍门、铸铁方拍门、方形铸铁拍门、圆形铸铁拍门、节能型自由侧翻式拍门、玻璃钢拍门;6、回转式格栅除污机。
