
九洲哈尔滨刀口尺
价格:电议
地区:
电 话:86-0451-82417398
传 真:086-0451-51950374
图文详情
产品属性
相关推荐
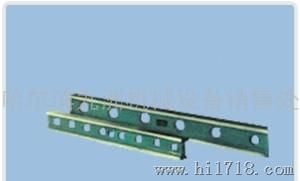
刀口型直尺是测量面呈刃口状,用于检测工件平面形状误差的测量器具。 刀口形直尺按其结构分为刀口尺、三棱尺和四棱尺,按其分为0级和。
刀口形直尺主要用来测量工件的形位误差---平面度和直线度,也可以用光隙法将被测工件与标准件相比较来测量工件尺寸。
刀口尺的使用方法:
1、组成标准光隙 利用刀口尺与等高量块及与等高量块有一定差值的量块组成多种尺寸的光隙,作为光隙法检测的标准。
2、直接贴合测量 手握刀口形直尺的护板或把柄(刀口尺用一只手操作,三棱尺、四棱尺用两只手操作,即两只手分别拿住尺两头的把柄),使尺的工作棱边轻轻地与被侧面接触,凭直尺的自重使其工作棱边与被测面紧密贴合接触,而不允许施加压力与直尺,直尺工作棱边与被检表面接触后,调整直尺工作接边与被检表面之间的光隙为小,此时的光隙即为被测面直线度误差。
3、平台组合测量 在平台上,配以精密圆柱、钢球、量块、直角尺等,用刀口尺可以测量一些复杂形状的工件特种样板的尺寸以及角度。
间隙大于2.5um,透光颜色为白光。间隙为1-2um时,透光颜色为红色,间隙为1um是,透光颜色为蓝色;间隙小于1um透光颜色为紫色;间隙小于0.5um,则不透光。
刀口尺的使用和保养方法:
1、测量前,应检查刀口直尺测量面是否清洁,不得有划痕、碰伤、锈蚀等缺陷。
2、使用刀口形直尺时,手应握绝热板,以避免温度对测量结果的影响和产生锈蚀。
3、刀口形直尺使用时不得碰撞,以确保其工作棱边的完整性,否则将影响测量的准确度。
4、三棱尺、四棱尺使用其棱边。
5、测量时应转动刀口形直尺,使其与被测面的接触位置符合光隙为小条件。如两侧光隙相等,或两零光隙间有一光隙。
6、用刀口形直尺检测工件直线度时,要求工件的粗糙度值不大于0.04um。若粗糙度值过大。光在间隙中产生散射,不易看准光隙量。
7、刀口形直尺的测量与经验有关,由于刀口形直尺尺寸限制,它只适用与测量磨削或研磨加工的小平面直线度以及短圆柱面、圆锥面的素线直线度。
8、适用完毕后,在刀口形直尺工作面上涂上防锈油并使用防锈纸包好,放回尺盒中。