
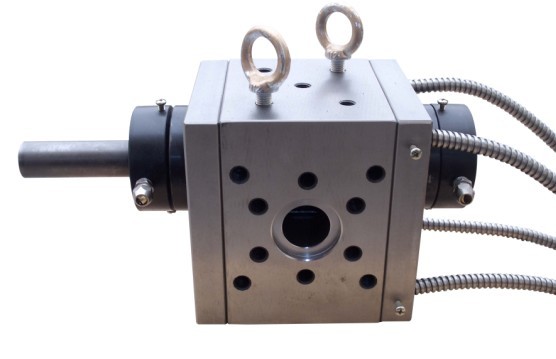
高温无脉动型熔体泵
价格:电议
地区:河南省 郑州市
电 话:0371-67993100
手 机:18603711392
传 真:0371-67993200
图文详情
产品属性
相关推荐
海科高温MP-M无脉动型熔体泵
挤出生产线中加装海科熔体泵的作用
???应郑州海科熔体泵主要功能是将来自挤出机的高温塑料熔体增压、稳压后流量稳定地送入挤出机头。其稳定熔料压力、流量的能力优于各种类型的挤出机。将它与单螺杆或同向双螺杆挤出机串联使用时,就使整条生产线的效益显著增加。用熔体泵的主要好处是:
1.将挤出制品的尺寸公差降至小,使单位重量的物料制出更多的产品。在挤出制品的尺寸公差要求严格或制品的原料成本较昂贵时,使用熔体泵更为必要,更有价值。
2.将同向双螺杆挤出机与熔体泵组合成混炼挤出造粒生产线,其混炼质量和产量比单独的双螺杆造粒机组大幅提高。加工每公斤物料的能耗一般可降低百分之二十五左右。
3. 在原来是单螺杆或同向双螺杆造粒挤出机上加装熔体泵和管、板、膜等挤出机头,可省掉造粒工序直接挤出制品。这种系统非常适合挤出制品的材料需要经过共混改性的场合。该熔体泵系统除具有上述第2条优点外,还通过简化挤出制品的生产工艺过程,缩短生产周期来实现节能。
4. 可以实现用多台中小型挤出机同时向一台熔体泵供料,熔料经熔体泵增压计量后供给机头挤出大型制品(大口径管材、宽幅板、膜等)。这种配置的生产线结构紧凑,占地面积小;挤出制品的截面尺寸更且控制容易。
5.在单螺杆排气挤出机上配置熔体泵,可使该系统的操作自如,性能优异。在高机头压力和高产量下,挤出量可随意调节而决无冒料情况出现。
熔体泵在单位时间里为什么能够提高产品的产量?
为了提高挤出机产量, 加装haike PUMP熔体泵泵后,挤出机的压力波动值处于泵后,这能使挤出机内部的压力下降,熔体的剪切强度下降、温度曲线平缓、温升降低。 特别是运行几年后的老式挤出机,其内部的螺杆和料筒之间会产生很大的磨损,导致其间隙过大,熔体的返回量会随之加大,产量会因受此影响而降低。而haike PUMP熔体泵的使用,会减少回流量和能量的消耗,这意味可以程度的提高单位时间内的挤出机生产量。
?
产品特点:熔体泵采用整体淬硬技术,选用高耐磨、耐腐蚀的高温合金钢材料制作,在标准型系列熔体泵的基础上,强化了泵体的设计参数,譬如高扭矩、低剪切的要求,以及高耐腐蚀的要求(含氟产品)。对泵体的自润滑系统、进出口流道以及齿轮结构方面做了优化设计。使物料在泵体内停留时间更短,防止泵体齿轮存在死角, 更加适合对PC、PMMA、PVC等高光洁度、高透明要求的产品以及热敏性材料的挤出。
3.MP-H高温高压型熔体泵
产品参数:出口压力可达70MPa、温度≦510℃、物料黏度≦20000Pa.s 、转排量0.4~2620cc/rev、硬度可达64-68HRC、压力波动为1%。
产品规格:0.4CC、1CC、2CC、5CC、10CC、20CC、35CC、50CC、100CC、150CC、200CC、250CC、315CC、500CC、800CC、1200CC、2620CC。
产品特点:熔体泵采用整体淬硬技术,选用高耐磨、耐腐蚀的钛胆合金、哈氏合金材料制作,适合于高压吹膜或特殊工程塑料挤出。
4.熔体泵PLC控制系统
产品特点:熔体泵PLC控制系统采用西门子PLC可编程控制模式,配有先进的人机界面,能对压力、温度、流量、转速进行全方位的控制、自动和手动控制功能无忧切换,控制系统能很好的消除各种因素引起挤出机的压力波动,稳定出料口的压力,限度的发挥熔体泵在精密挤出方面的优势。
熔体泵在木塑生产线挤出中的应用——haikepump
木塑型材生产线主要用于PVC+木粉、生产踢角线、门边线、门套线、百叶片、相框、镜框、门框、门套、窗套、立枉、楼梯扶手、装饰扣板、家俱用材等型材的挤出。生产线采用的木塑工艺及配方、可以根据不同型材断面,不同用途, 设计不同的产品比重、选用不同规格的木塑专用双螺杆挤出机、配合海科专用熔体泵,.牵引机采用独特技术,工作平稳,可靠性好,牵引力大。真空定型采用特殊加大涡流冷却系统,便于冷却定型,以满足木塑型材的生产特点的需要。锯切装置与型材牵引速度保持同步,设计合理,运行稳定,可自动定尺切割,并配备粉尘回收装置。
HAIKE木塑(WPC)木塑生产线专用熔体泵
熔体泵主要用于高温高粘度聚合物熔体的输送、增压、计量。其主要功能是将来自挤出机的高温熔体增压、稳压,保持熔体流量稳定地送入挤出机头。如今,熔体齿轮泵已经广泛应用在化纤、造粒、塑料薄膜、片材、板材、型材、管材、电线电缆、拉丝、复合挤出等生产线上,可加工的物料几乎涵盖了大部分高分子材料,如:PE、PC、PP、PVC、HIPS、PS、PA、TPUR、含氟聚合物、聚砜、聚酯、热塑性弹性体、橡胶以及热黏合剂等。海科熔体泵是一种正位移输送设备,高的齿轮间隙和容积式结构设计,使稳定均衡的挤出成为可能,在化纤、造粒、塑料薄膜、片材、板材、型材、管材、电线电缆、拉丝、复合挤出等生产线上得到广泛应用,取得了比较好的效果:
1.能实现稳定挤出,提高挤出制品尺寸,降低废品率。在挤出过程中,物料加料量的不均匀、机筒和机头温度的波动、螺杆转速的脉动等现象是难以避免的。使用熔体齿轮泵可消除加料系统的加料误差,可大幅度减弱上游工艺传递的波动,快速的进入稳定的工作状态,提高挤出制品尺寸,降低废品率。???
2.提高产量,降低能耗,实现低温挤出,延长机器的寿命。由于挤出机安装了聚合物熔体泵,把挤出机的减压功能转移到齿轮泵上完成,挤出机可在低压低温状态下工作,漏流量大大减少,产量提高。齿轮泵比挤出机更易有效地建立机头压力,并可降低挤出机的背压,使螺杆承受的轴向力下降,延长使用寿命。
3.具有线性挤出特性,便于上、下游设备协调工作。由于齿轮泵漏流量较少,泵的输送能力与转速基本成线性关系,齿轮泵转速改变后,其流量能确切地知道,由于可以确定上、下游设备与齿轮泵同步的工作速度,利用齿轮泵入口、出口处采集的压力、温度等信息资料,实现整个挤出过程全程在线监测与反馈控制。